
Proses dan keperluan pemasangan umum
、 、 Persiapan sebelum pemasangan
Data kerja: termasuk lukisan pemasangan umum, gambar pemasangan komponen, lukisan bahagian, bahan BOM, dan lain-lain, sehingga akhir projek, integriti lukisan, kemas dan integriti rekod maklumat proses mesti dijamin.
2. Tempat kerja: Pemasangan bahagian dan pemasangan komponen mesti dilakukan di tempat kerja yang ditentukan. Tapak untuk pemasangan dan pemasangan keseluruhan mesin mesti dirancang dengan jelas sehingga akhir keseluruhan projek. Semua laman web kerja mestilah kemas, standard dan teratur.
3. Bahan pemasangan: Sebelum operasi, bahan pemasangan yang sesuai dengan proses pemasangan mesti dipasang tepat pada waktunya. Sekiranya sebilangan bahan non-deterministik tidak ada, anda boleh mengubah susunan operasi dan kemudian mengisi borang peringatan bahan ke bahagian pembelian.
4. Sebelum memasang, anda harus memahami struktur, teknologi pemasangan dan keperluan proses peralatan.
二 、 Spesifikasi Asas
Pemasangan mekanikal harus dilakukan dengan ketat sesuai dengan gambar pemasangan dan keperluan proses yang disediakan oleh jabatan reka bentuk. Dilarang sama sekali mengubah isi operasi atau mengubah bahagian dengan cara yang tidak normal.
2. Bahagian yang dipasang mestilah bahagian yang layak diterima oleh jabatan pemeriksaan kualiti. Sekiranya bahagian yang tidak memenuhi syarat didapati hilang semasa proses pemasangan, bahagian tersebut mesti dilaporkan tepat pada waktunya.
3. Persekitaran pemasangan memerlukan bersih, tidak ada debu atau pencemaran lain, dan bahagiannya harus disimpan di tempat yang kering dan bebas debu dengan pelindung.
4. Semasa proses pemasangan, bahagian-bahagian tersebut tidak boleh melenturkan, memotong, atau merosakkan permukaan bahagian, atau menyebabkan bahagian-bahagian itu bengkok, memutar, atau cacat dengan jelas, dan permukaan kawanan bahagian tidak akan rosak.
5. Untuk bahagian dengan pergerakan relatif, minyak pelincir (gris) harus ditambah di antara permukaan sentuhan semasa pemasangan.
6. Ukuran dimensi bahagian yang sepadan mestilah tepat
7. Semasa memasang, bahagian dan alat harus mempunyai kemudahan penempatan khas. Pada prinsipnya, bahagian dan alat tidak dibenarkan diletakkan di atas mesin atau langsung di atas tanah. Sekiranya perlu, pelindung atau permaidani hendaklah diletakkan di tempat tersebut.
8. Pada prinsipnya, tidak dibenarkan memijak mesin semasa pemasangan. Sekiranya anda perlu menginjak mesin, anda mesti meletakkan pelindung atau permaidani di mesin. Dilarang melarang bahagian penting dan bahagian kekuatan rendah bukan logam.
Tiga, Kaedah penyambungan
1. Sambungan bolt
(1) Ketika mengetatkan baut, kunci pas yang dapat disesuaikan tidak diperbolehkan, dan tidak lebih dari satu mesin cuci yang sama harus digunakan di bawah setiap mur. Setelah skru kepala counterersunk diketatkan, kepala kuku harus dikuburkan di bahagian mesin dan tidak boleh terkena.
(2) Dalam keadaan normal, sambungan berulir harus mempunyai mesin basuh pegas anti pelonggaran, kaedah mengetatkan beberapa baut simetri harus diketatkan secara beransur-ansur dalam urutan simetri, dan penyambung berbentuk bar harus diketatkan secara beransur-ansur secara simetris di kedua arah dari tengah.
(3) Setelah baut dan mur dikencangkan, baut harus membuka 1 hingga 2 nada mur; apabila skru tidak perlu dibongkar semasa mengikat alat gerakan atau pemeliharaan, skru harus dilapisi dengan gam benang sebelum pemasangan.
(4) Pengikat dengan keperluan tork pengetatan yang ditentukan harus diketatkan dengan kunci pas tork sesuai dengan tork pengetatan yang ditentukan.
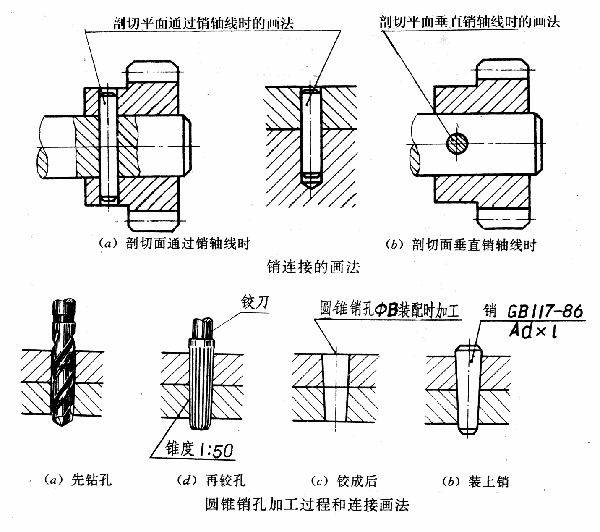
2. Sambungan pin
(1) Muka hujung pin penentu hendaklah sedikit lebih tinggi daripada permukaan bahagian. Setelah pin kerucut dengan ekor skru dipasang ke bahagian yang berkenaan, hujung yang besar harus dijemur ke dalam lubang.
(2) Setelah pin cotter dimasukkan ke bahagian yang berkaitan, ekornya harus dipisahkan oleh 60 ° ~ 90 °
3. Ikatan
(1) Kedua-dua sisi jalan utama dan kunci tetap harus dihubungi secara merata, dan tidak boleh ada jurang antara permukaan kawin mereka.
(2) Setelah kunci yang dipasang (atau spline) dipasang, seharusnya tidak ada ketegangan yang tidak merata ketika bagian yang relatif bergerak bergerak di sepanjang arah paksi.
(3) Setelah kunci cangkuk dan kunci baji dipasang, kawasan hubungan tidak boleh kurang dari 70% dari kawasan kerja, dan bahagian yang tidak bersentuhan tidak boleh tertumpu di satu tempat; panjang bahagian yang terdedah hendaklah 10% hingga 15% dari panjang cerun.
4. Memukau
(1) Bahan dan spesifikasi paku keling harus memenuhi persyaratan reka bentuk, dan pemrosesan lubang paku harus sesuai dengan standar yang relevan.
(2) Selama memaku, permukaan bahagian yang dipaku tidak boleh rusak atau cacat.
(3) Kecuali ada persyaratan khusus, tidak boleh ada kelonggaran setelah memukau. Kepala keling mesti bersentuhan rapat dengan bahagian yang hendak dipaku dan harus licin dan bulat.
5. Sambungan lengan pengembangan
Pencocokan lengan pengembangan: sapukan minyak pada lengan pengembangan, pasangkan lengan pengembangan ke lubang hub pemasangan, atur kedudukan pemasangan setelah memasang batang pemasangan, dan kemudian ketatkan bolt. Urutan pengetatan dibatasi oleh celah, dan simetri silang kiri dan kanan diperketat untuk memastikan bahawa nilai tork dinilai.
6. Ketatkan sambungan
Hujung skru set yang runcing dan lubang mestilah 90 °, dan skru set harus diketatkan ke lubang.
、 、 Pemasangan galas bergolek
1. Sebelum galas dipasang, mestilah tidak ada kotoran pada galas.
2. Semasa memasang galas, sapukan lapisan minyak pelincir ke permukaan bahagian kawin. Hujung galas bukan model harus menghadap ke dalam, iaitu, di arah bahu poros.
3. Gunakan alat penekan khas semasa memasang galas. Sangat dilarang berkumpul dengan memukul langsung. Ukuran, arah dan kedudukan daya paksa semasa mengatur galas harus sesuai. Rangka pelindung atau elemen gulung tidak boleh ditekankan dan harus sama rata dan simetri. Untuk memastikan bahawa muka hujungnya tegak lurus dengan paksi.
4. Permukaan akhir cincin dalaman galas biasanya harus dekat dengan bahu poros (shaft clamp). Selepas cincin luar galas dipasang, hubungan antara penutup galas di hujung kedudukan dan mesin basuh atau cincin luar hendaklah seragam.
5. Setelah galas rolling dipasang, putaran bahagian bergerak relatif hendaklah fleksibel dan ringan. Sekiranya terdapat fenomena yang tersekat, punca masalah harus diperiksa dan dianalisis dan ditangani dengan sewajarnya.
6. Dalam proses pemasangan bantalan, jika lubang atau poros dipasang terlalu longgar, toleransi harus diperiksa; apabila terlalu ketat, perhimpunan brutal tidak boleh dipaksa, dan penyebab masalahnya harus dianalisis dan ditangani dengan sewajarnya.
7. Pelepasan paksi galas roller tirus satu baris, galas sentuhan sudut tuju dan galas bebola tuju dua arah memenuhi keperluan lukisan dan proses semasa pemasangan
8. Untuk galas dan permukaan yang dipadankan dengan gris, gris yang sesuai harus disuntik selepas pemasangan. Untuk galas dengan suhu operasi tidak melebihi 65 ℃, gris ZG-5 boleh digunakan mengikut GB491-65 "Grease berasaskan kalsium"; untuk galas dengan suhu operasi lebih tinggi daripada 65 ℃, ia boleh digunakan mengikut gris GB492-77 "Gris berasaskan kalsium" ZN-2ZN-3.
9. Kenaikan suhu galas biasa tidak boleh melebihi 35 ° C semasa operasi normal, dan suhu maksimum semasa operasi tidak boleh melebihi 70 ° C.
、 、 Pemasangan galas linear
1. Sebelum memasang, minyak mesti digunakan pada bahagian dalam galas.
2. Semasa galas ditekan ke alas penyokong, alat pemasangan khas harus digunakan untuk menekan pada permukaan hujung cincin luar, dan tidak dibenarkan mengetuk galas secara langsung untuk mengelakkan ubah bentuk.
3. Kerjasama antara galas dan sokongan mesti memenuhi syarat toleransi. Terlalu ketat akan menjadikan batang pemandu dan gangguan galas sesuai, yang akan merosakkan galas; terlalu longgar akan mengelakkan bantalan terpaku pada penyokong.
4. Semasa memasukkan batang panduan ke dalam galas, perlahan-lahan ke pusat. Sekiranya ia di sudut, bola akan jatuh dan sangkar akan berubah bentuk.
5. Apabila galas dipasang di alas sokongan, ia tidak boleh dipusingkan. Memaksa putaran akan merosakkan galas.
6. Tidak dibenarkan mengetatkan skru tetapan secara langsung pada cincin luar galas, jika tidak, ia akan berubah bentuk.
、 、 Pemasangan panduan linear
Bahagian pemasangan rel panduan tidak boleh kotor, dan permukaan pelekap yang rata mesti memenuhi syarat.
2. Apabila terdapat tepi rujukan di sisi rel panduan, ia harus dipasang dekat dengan tepi rujukan. Apabila tidak ada pinggir rujukan, arah gelongsor rel panduan harus sesuai dengan kehendak reka bentuk. Setelah skru pemasangan rel panduan diketatkan, arah gelangsar gelangsar harus diperiksa untuk penyelewengan, jika tidak, mesti disesuaikan.
3. Sekiranya gelangsar digerakkan oleh tali pinggang transmisi, setelah tali pinggang transmisi dan gelangsar dipasang dan tegang, tali pinggang transmisi tidak boleh condong, jika tidak, katrol mesti disesuaikan sehingga arah pemanduan tali pinggang transmisi selari dengan rel panduan.



